






Produktuak




Eraginkortasun handiko zuloa fresatzeko erremintak
Produktuaren Materiala
Hartu beheko errota oinetakoak adibide gisa:
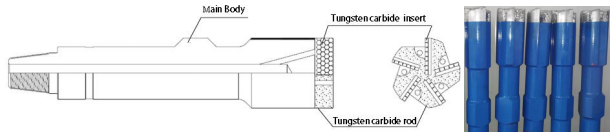
Gorputz nagusiak errendimendu handiko aleazio altzairua hartzen du (4145H) zulaketa-presio eta abiadura birakariaren egoera ezberdinetan funtzionamendu leuna eta eraginkorra bermatzeko. Bitartean, goi-mailako tungsteno karburozko materiala hartzen dugu fresaketa azkarra lortzeko. Zabor-errotarako eta taper-errotarako egonkortzailea eta kanpoko gona behar bezala diseinatu daitezke.
Tungsteno karburoko txertaketa
·Superloy
Sandia, soka eta taper errotetarako betegarri ona.
Atzera ona zabor-errotetarako.
Tamaina sorta zabala eskuragarri.
Malkartsuena.
· Metal Munchera
Fresatzeko ohiko tresnak baino azkarrago errota.
Fresatzeko beharrezkoa den zulaketa-presioa murrizten du.
Ebaki leunagoak uzten ditu ezpainik gabe hondakinak zintzilikatzeko.
Antzeko tamaina duten hondakinak sortzen ditu.
Metala ebaki beharrean ehotzea.
· Opti-cut
Hondakin txikiagoak.
ROP azkarragoa.
Bizitza luzeagoa.
Presio eta momentu eskakizun txikiagoak.
16 ebaketa-puntu eta 8 ebaketa-ertz ebakitzaile bakoitzeko.

Produktu Kategoria
Ahurra / Laua / Blade Beheko zabor errota
Fresatzeko bit, kono, diametro-neurgailu, grapple hortzak, garbiketa-hodiak, zulatzeko tresna juntadura, putzu sakoneko ponpa osagarriak, packer, ur banatzailea eta zulaketa-tresna luzeagoetarako erabiltzen da.
Petrozhr zabor-errota hainbat konfigurazio eta geometriatan daude eskuragarri. Gure errota-ingeniaritza aurreratuak eta eskarmentu handiko soldatzaileak ebaketa-egitura koherentea eta iraunkorra bermatzen du zabor-errota guztietan.
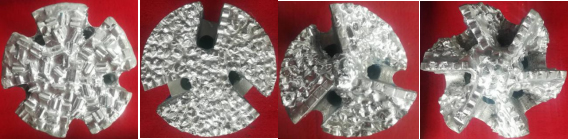

fitxa. 1 Laua/Ahurra/Blade Beheko zabor-errota parametroa
| Zundaketa Dia. Mill Zapata OD Gomendatutako Luzera (mm) (mm) Torloju haria (mm) | PN Laua | PN Ahurra | PN Bladed |
| 95,2- 101,6 89 2-3/8REG 250 | JM089FX | JM089CX | JM089BX |
| 107,9- 114,3 97 2-3/8REG 250 | JM097FX | JM097CX | JM097BX |
| 117,5- 127 110 2-7/8REG 250 | JM110FX | JM110CX | JM110BX |
| 130- 139,7 121 2-7/8REG 250 | JM121FX | JM121CX | JM121BX |
| 142,9- 152,4 130 2-7/8REG 250 | JM130FX | JM130CX | JM130BX |
| 155.6- 165. 1 140 3- 1/2REG 250 | JM140FX | JM140CX | JM140BX |
| 168- 187,3 156 3- 1/2REG 250 | JM156FX | JM156CX | JM156BX |
| 190,5-209,5 178 3- 1/2REG 250 | JM178FX | JM178CX | JM178BX |
| 212,7-241,3 200 4- 1/2REG 250 | JM200FX | JM200CX | JM200BX |
| 244,5-269,9 232 4- 1/2REG 250 | JM232FX | JM232CX | JM232BX |
| 273-295,3 257 6-5/8REG 250 | JM257FX | JM257CX | JM257BX |
| 298,5-317,5 279 6-5/8REG 250 | JM279FX | JM279CX | JM279BX |
| 320,6-346. 1 295 6-5/8REG 250 | JM295FX | JM295CX | JM295BX |
| 349,3-406,4 330 6-5/8REG 250 | JM330FX | JM330CX | JM330BX |
| 406,4-444,5 381 6-5/8REG 250 | JM381FX | JM381CX | JM381BX |
Oinetako birakaria
Oinetako birakariak karburozko materiala hartzen du zilindroaren barruan, arrainaren goiko aldea zirkunferentzialki mozteko, eta pixkanaka kaltetutako arrainaren gainaldea zirkulu batean konpontzen du, hala nola hodiak, karkasaren gorputza, etab.
[Oharra: Rotart oinetakoaren barruko fresatzeko hortzaren diametroa handia denez, alderantzizko momentua handia da, beraz, presio baxua eta biraketa motela oinetako birakaria erabiltzean hartu behar dira. Oro har, zulatzeko presioa ez da 10 KN baino handiagoa izan behar eta biraketa-abiadura ez da 50 r/min baino handiagoa izan behar.]

A mota
Moztu metala, zementua eta eraketa.
OD eta behean moztea.

B mota
Sakea txikia den metala moztea.
NAN eta behean moztea.
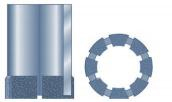
C mota
Ebaki eraketa.
OD eta behean moztea.

D mota
Moztu eraketa eta arraina aldi berean.
ID, OD eta beheko mozketa.

Tab.2 Oinetako birakariaren parametroa
| Karkasa/Putzua Dia. | Oinetako birakaria OD (mm) | Zapata birakaria Luzera (mm) | Gomendatutako torloju haria | PN Oinetako birakaria | |
| 4in | 101,6 mm | 95 400 | FJWP | TXX095 | |
| 5- 1/2in | 139,7 mm | 114 500 | FJWP | TXX114 | |
| 5-3/8in | 146,05 mm | 118 500 | FJWP | TXX118 | |
| 6-5/8in | 168,28 mm | 136 425 | FJWP | TXX135 | |
| 7in | 177,8 mm | 152 450 | FJWP | TXX152 | |
| 7-5/8in | 193,68 mm | 160 450 | FJWP | TXX160 | |
| 8-5/8in | 219. 1mm | 185 550 | FJWP | TXX185 | |
| 12- 1/4in 311. 15mm | 203 450 | FJWP | TXX203 | ||
| 15-5/8in 396,88 mm | 298 450 | FJWP | TXX298 | ||
| 20in | 508 mm | 406 450 | FJWP | TXX406 | |
Taper Errota
Taper-errotak murrizketak murrizten ditu, tolestutako karkasa eta forru-atalak eta bira-leihoak eta karkasa kentzen ditu. Taper-errota-mutur baxua, bere diametro txikiarekin, tolestutako karkasa eta estalduran sartzen da. Ondoren, apur bat espiral-ertzak beheko atala osorik fresatzeko. errota-diametroa.
Taper errota gorputz koniko batez eta wolframio karburoz osatuta dago. Gorputzaren konoa 30 gradukoa da, konoa hegal-formakoa da eta gainazala gogor egiten du edo wolframio karburoa txertatzen du.

Tab.3 Taper errota parametroa
| Zundaketa Dia. Tapera errota OD Gomendatua Luzera (mm) (mm)Torlojua Haria(mm) | P.N. Tapera errota | ||
| 95- 101,6 | 89 | 2-3/8REG 300 | XZ089 |
| 107,9- 114,3 97 2-3/8REG 300 | XZ097 | ||
| 117,5- 127,0 110 2-7/8REG 300 | XZ110 | ||
| 130- 139,7 121 2-7/8REG 300 | XZ121 | ||
| 142,9- 152,4 130 2-7/8REG 300 | XZ130 | ||
| 155.6- 165. 1 140 3- 1/2REG 300 | XZ140 | ||
| 168- 187,3 156 3- 1/2REG 300 | XZ156 | ||
| 190,5-209,5 178 3- 1/2REG 300 | XZ178 | ||
| 212,7-241,3 200 4- 1/2REG 300 | XZ200 | ||
| 244,5-269,9 232 6-5/8REG 350 | XZ232 | ||
| 273-295,3 257 6-5/8REG 350 | XZ257 | ||
| 298,5-317,5 279 6-5/8REG 350 | XZ279 | ||
| 320,6-346. 1 295 6-5/8REG 350 | XZ295 | ||
| 349,3-406,4 330 6-5/8REG 350 | XZ330 | ||
| 406,4-444,5 381 6-5/8REG 350 | XZ381 | ||
Sandia String Errota
Sandia katearen oinetakoa alboratzeko eragiketa fresatzeko tresnetako bat da. Karkasa konpontzeko, fresatzeko eta kanalak irekitzeko erabiltzen da. Normalean leihoak ireki ondoren berehala erabiltzen da. Sandia-errotaren fresatzeko ertza (lan-eremua) zundaketaren hormarekin harremanetan jartzen da, eta ertz bakoitzaren amaiera kono gisa diseinatuta dago. Leihoa irekitzen ari denean, sandia-errotak leihoa goitik luza dezake eta hasierako mozketan hodiaren horman geratzen diren ezkata eta errebak kendu ditzake.

4. fitxa Sandia hari-errota parametroa
| Zundaketa Dia. Torlojua (mm/in ) Haria | Lan Eremua OD (mm/in) | Lan eremuaren luzera (mm/in) | Total luzera (mm/in) | PN |
| 139,7 (5- 1/2) NC 26 112 (4-7/ 16) 600 (23-5/8) | 1130 (44) | XGMX112 | ||
| 139,7 (5- 1/2) NC 26 116 (4-9/ 16) 600 (23-5/8) | 1130 (44) | XGMX116 | ||
| 139,7 (5- 1/2) NC 26 118 (4-5/8) 600 (23-5/8) | 1130 (44) | XGMX118 | ||
| 139,7 (5- 1/2) NC 31 120 (4-3/4) 600 (23-5/8) | 1280 (50) | XGMX120 | ||
| 146,0 (5-3/4) NC 31 124 (4-7/8) 600 (23-5/8) | 1280 (50) | XGMX124 | ||
| 168,3 (6-5/8) NC 31 142 (5-9/ 16) 600 (23-5/8) | 1280 (50) | XGMX142 | ||
| 177,8 (7) NC 31 151 (5- 15/ 16) 600 (23-5/8) | 1280 (50) | XGMX151 | ||
Errota pilotua
Errota pilotua karkasa, forrua, zapata birakaria edo ID hodi handiak fresatzeko diseinatuta daude. Tungsteno-karburozko materialarekin jantzitako ebaketa-labek, Petrozhr errota pilotuek sartze azkarra lor dezakete gutxieneko higadurarekin. Ebaketa-hondakin txikiak eta kizkurtuak erraz kentzen dira. Eta pilotu-muturra fresatzen ari den objektuaren IDan egonkortzeko erabiltzen da.

Tab.5 Errota pilotuaren parametroa
| Zundaketa Dia. (mm) | Torlojua Haria | Lan Eremua OD (mm) | Ebakitzeko xaflaren luzera (mm) | Pilotu eremua Luzera (mm) | PN |
| 153 2 3/8ERREG | 130 200 | ≧45 | LYMX130 | ||
| 165 2 3/8ERREG | 140 200 | ≧45 | LYMX140 | ||
| 187 3 1/2ERREG | 156 200 | ≧55 | LYMX156 | ||
| 210 4 1/2ERREG | 178 200 | ≧55 | LYMX178 | ||
| 241 4 1/2ERREG | 200 200 | ≧55 | LYMX200 | ||
| 270 4 1/2REG | 232 200 | ≧55 | LYMX232 | ||
| 295 6 5/8ERREG | 257 250 | ≧55 | LYMX257 | ||
| 317 6 5/8ERREG | 279 250 | ≧55 | LYMX279 | ||
| 346 6 5/8ERREG | 295 300 | ≧55 | LYMX295 | ||
| 406 6 5/8ERREG | 330 300 | ≧55 | LYMX330 | ||
| 445 6 5/8ERREG | 331 300 | ≧55 | LYMX331 | ||
Tungsteno karburoaren aplikazio-taula
| Gomendatutako aplikazioa | Superloia | Opti-cut | Metal-jantzailea | Metal-jantzailea Superloyrekin |
| Garbigailua irekitako zuloa | √ | √ | ||
| Garbigailua zulatzeko hodia | √ | |||
| Garbitzeko legar paketea | √ | √ | ||
| Garbigailuen estalkia moztu | √ | |||
| Garbiketa-ontzia | √ | |||
| Poil fresaketa | √ | |||
| Loose Junk fresatzea | √ | √ | ||
| Enbalagailu geldia edo hodiak edo hodiak zabor fresatzea | √ | |||
| Sandia fresatzea | √ | |||
| Soka fresatzea | √ |
Arrantza elementuen irudiak


 703 gela B eraikina, Groenlandiako zentroa, goi-teknologiako garapen eremua Xi'an, Txina
703 gela B eraikina, Groenlandiako zentroa, goi-teknologiako garapen eremua Xi'an, Txina 86-13609153141
86-13609153141

